Proiect: LIXLAND
CELULĂ AUTOMATIZARE GREENBAU – LIXLAND
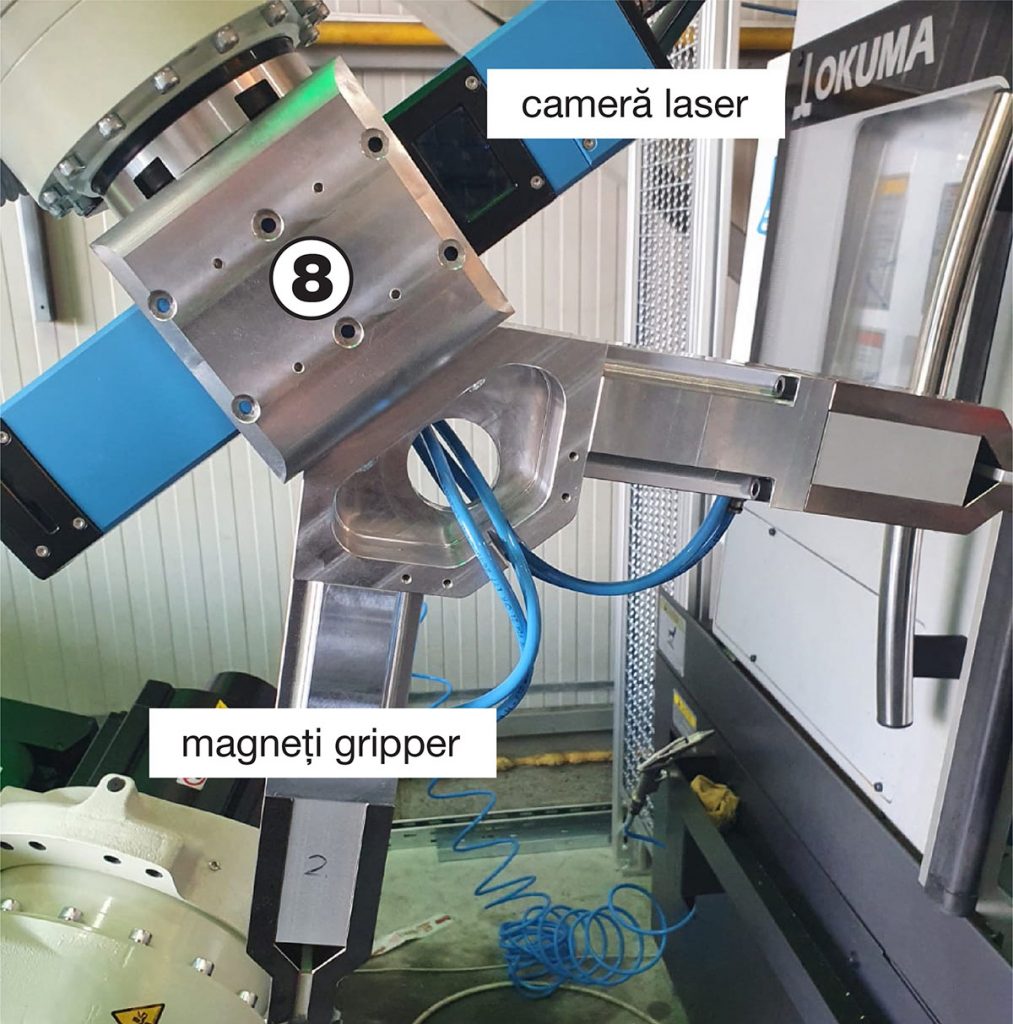
Celula de automatizare a fost implementată de către GreenBau Tehnologie în cadrul companiei Lixland. Strungul folosit în această aplicație este un strung orizontal CNC cu frezare, OKUMA GENOS L3000-e (Mx450). Robotul prezentat este un robot industrial, cu o sarcină portantă de 80 kg și cu 6 axe comandate numeric. Acesta este echipat cu un gripper magnetic dublu, acționat pneumatic de doi magneți si camera laser. Scopul robotului este de a manipula semifabricatele și piesele finite, pe întregul parcurs al procesului tehnologic. De asemenea, celulei i s-a adăugat și o mașină de marcat piese.
Componente
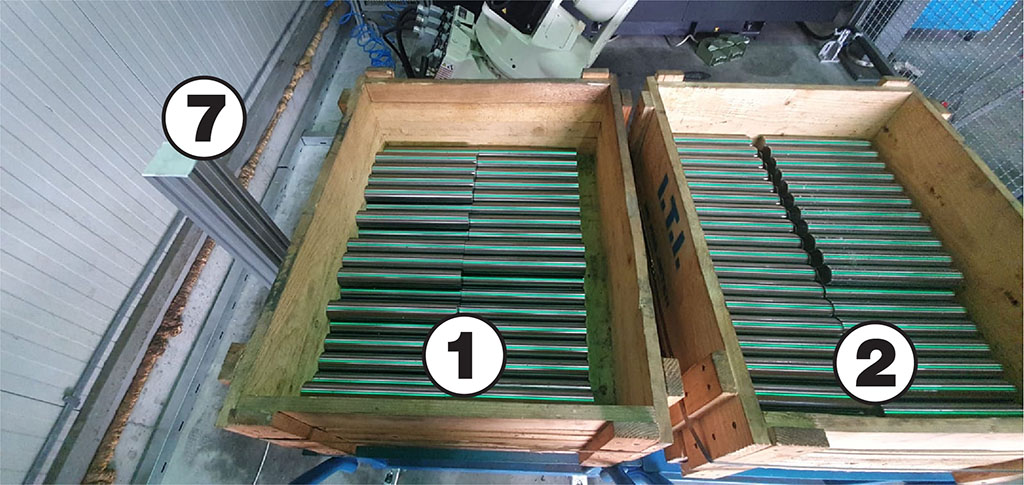
1. Unitate alimentare
Ansamblul este format din ”Cutie alimentare + Cărucior mobil”. Acesta se centrează pe un opritor amplasat în celulă, astfel eliminând mișcările căruciorului pe axele X și Y permițând robotului să evacueze piesele din masină în cutie. Unitatea este introdusă și extrasă din sistem de către operator prin împingere și tragere. Iar modul de amplasare al ”Cutiei de alimentare” se realizează de către operator prin elevarea și amplasarea cutiei pe cărucior cu ajutorul macaralei din interiorul fabricii.
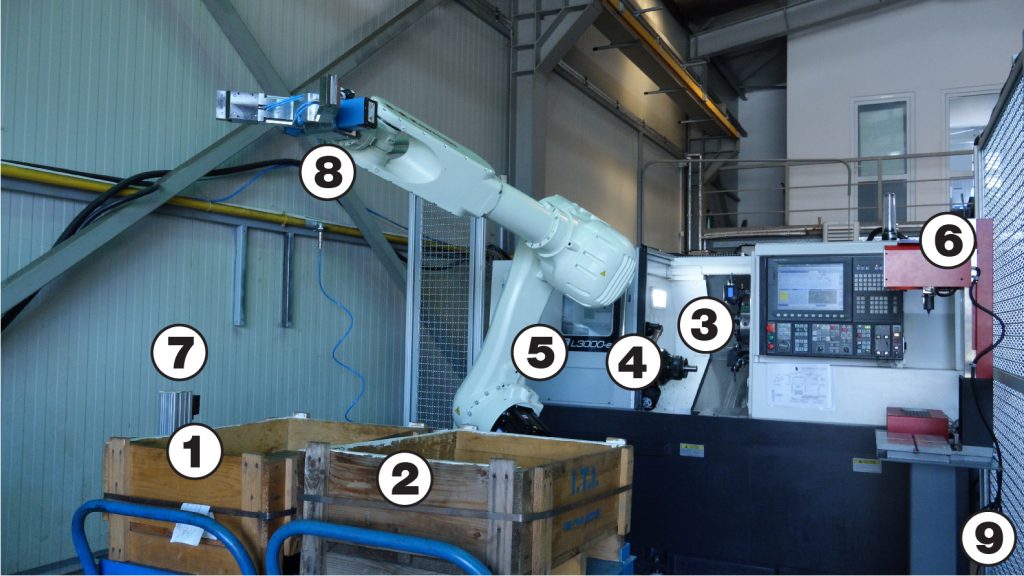
2. Unitate evacuare
Ansamblul este format din ”Cutie evacuare + Cărucior mobil”. Acesta se centrează pe un opritor amplasat în celulă, astfel eliminând mișcările căruciorului pe axele X și Y permițând robotului să evacueze piesele din mașină în cutie. Unitatea este introdusă și extrasă din sistem de către operator prin împingere și tragere. Iar modul de amplasare al ”Cutiei de evacuare” se realizează de către operator prin elevarea și amplasarea cutiei pe cărucior cu ajutorul macaralei din interiorul fabricii.
Schema de evacuare a reperelor se execută în funcție de diametrul și lungimea pieselor, acestea sunt așezate într-o schemă de paletizare pe mai multe coloane, rânduri și straturi.
3. Strung CNC OKUMA
Strungul folosit în această aplicație este un strung orizontal CNC cu frezare marca OKUMA, model GENOS L3000-e (Mx450). Mașina este echipată cu ușă cu deschidere – închidere automată. Alimentarea și schimbarea orientării reperului se realizează de către robot în universalul mașinii.

4. Scanner Laser/Senzor
Senzorul laser ”SafeZone Mini Safety Laser Scanner” (9) delimitează o zonă de siguranță, evidențiată printr-o bandă de culoare roșie. În cazul în care o persoană pătrunde în aceasta zonă, se activează un semnal de siguranță ce oprește imediat robotul.
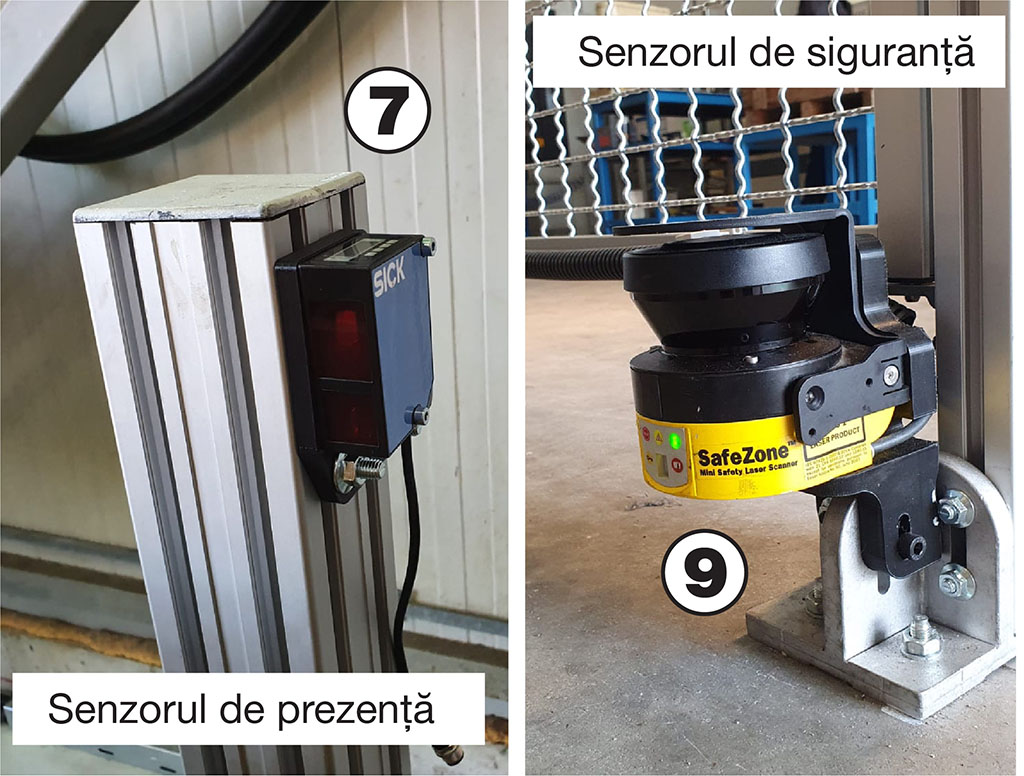
A se lua în considerare faptul că robotul se va opri brusc, dar în cazul în care robotul se mișcă cu viteză maximă (în afara mașinii), acesta mai întâi va decelera forțat și apoi se va opri, așa că operatorul când declanșează semnalul de siguranță pentru oprire trebuie să aștepte minim 3 secunde înainte să intre în perimetrul robotului și mașinii.
5. Robot
Robot industrial, model Kawasaki RS080N, cu o sarcină portantă de 80 kg și cu 6 axe comandate numeric. Robotul este echipat cu un gripper magnetic dublu (8), acționat pneumatic de doi magneți IXTUR MRP-20NK, o cameră laser SICK Trispector 1060. Scopul robotului este de a manipula semifabricatele și piesele finite, pe întregul parcurs al procesului tehnologic.
6. Mașină de gravat
O mașină de gravat verticală (6) SIC e10-i63s. Fiind deservită de către robotul Kawasaki RS080N care inscripționează partea frontală a reperelor (nu apare în imagini).
Funcționare
Pasul 1
1) Unitatea de alimentare – introdusă și extrasă din sistem de către operator. În poziția (1) se regăsește zona de alimentare cu repere din sistem, realizată în mod automat de către robot.
(2) (3) Alimentarea strungului se realizează de către robot.
Pasul 2
(3) Universalul strungului. În această zonă au loc operațiile de prelucrare pentru semifabricatele din sistem, piese de tip cilindrice cu un diametru fix, Ø 40mm și cu lungimea de 284mm.
(3) (4) În cazul în care mașina este în proces de prelucrare robotul va aștepta în fața ei, în poziția “M_WAIT” (așteptare mașină) și va realiza schimbul de repere sau rotația acestuia pentru a permite începerea celei de a doua operații de prelucrare.
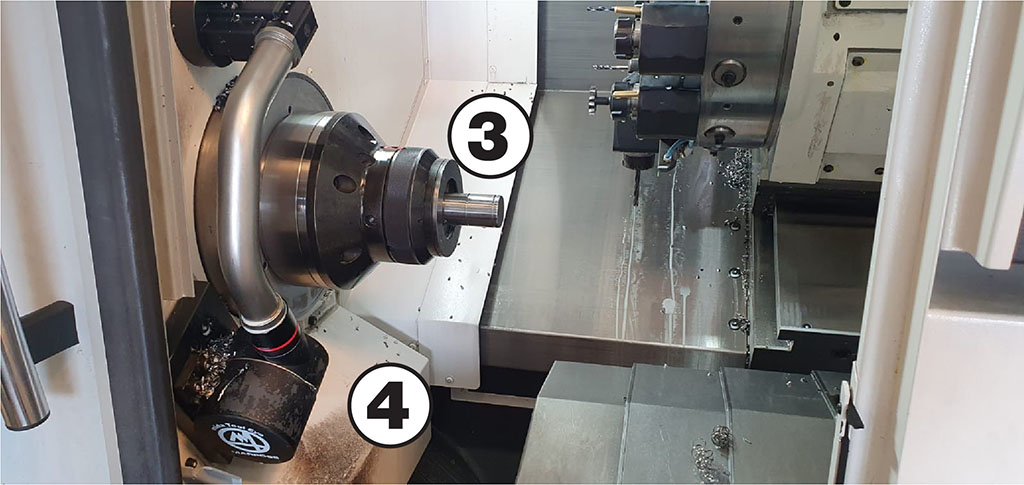
(4) Se regăsește poziția de așteptare în afara strungului Okuma. În această ipostază, robotul va aștepta ca mașina să își termine de executat programul. Cazurile în care robotul așteaptă sunt: pentru alimentarea mașinii și începerea operației 1, rotirea semifabricatului – începerea operației 2 și pentru evacuarea piesei finite și transportarea acesteia către unitatea de evacuare.
Pasul 3
(4) (5) Robotul transportă piesele în zona mașinii de gravat (6), menținându-le în priza magnetică poziționându-le pentru a fi gravate. Procesul durează aproximativ 15s.

Pasul 4
(2) Unitatea de evacuare – introdusă și extrasă din sistem de către operator. În poziția (2) se regăsește zona de evacuare a reperelor din sistem, se realizează în mod automat de către robot.
(5) (2) Evacuarea pieselor finite și prelucrate în cutia de evacuare, ce va fi extrasă din sistem de către operatori.