Introducere în programarea AOT-IGF
TRANSCRIERE VIDEO / TEXT + IMAGINI
Aș vrea să vă informez, să va dau câteva informații despre programarea CNC pe aceste mașini cu comandă numerică OKUMA.
În primul rând aș vrea să vă informez că aceste mașini se pot programa în timp ce ele fac producție, în timp ce mașina lucrează, în momentul de față mașina lucrează, noi putem veni lângă ea și să facem programarea, nu influețează cu nimic fluxul de producție.
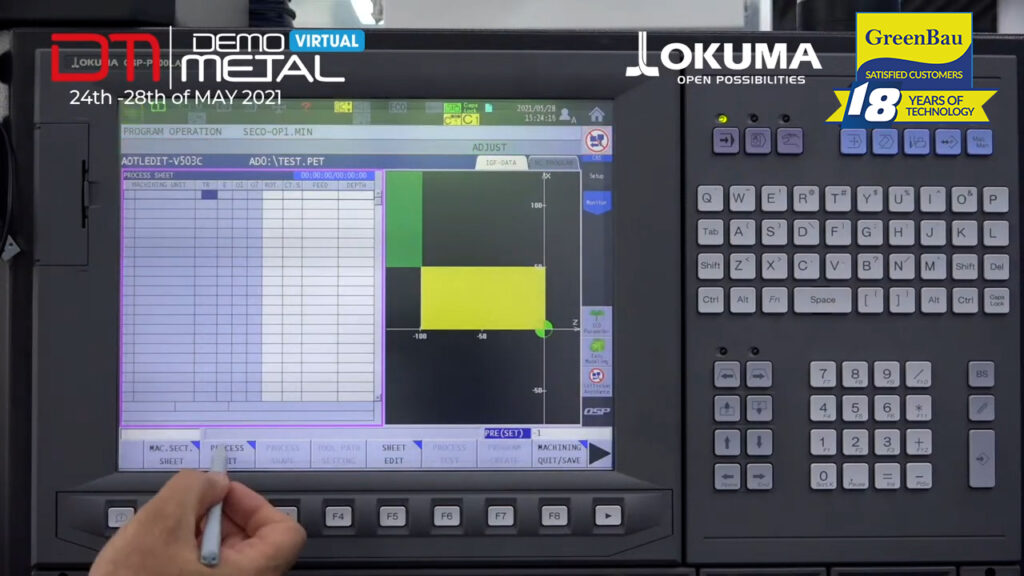
Aici suntem in zona de editare programe IGF, iar aici după cum vedem avem programele ISO numerice care apar în urma conversie din program grafic în program numeric.
Noi alegem să facem o programare grafică în sistem AOT-IGF (Advanced One Touch – Interactiv Graphic Functions) pe.
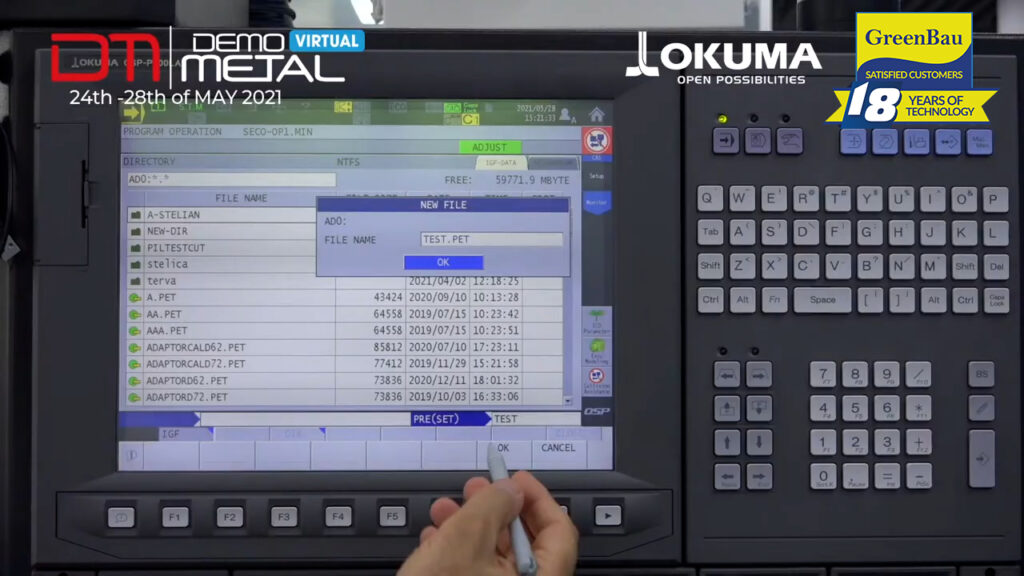
Trecem un nume de program, TEST, am ales un nume de program OK, de cele mai multe ori sau de fiecare dată trebuie să alegem un nume de program în concordanță cu numele reperului pentru identificare, așa trebuie să lucrăm corect.
Am observat că în acest moment a apărut setare BLANK (semifabricat) așa cum observăm aici, acesta este blank-ul, îi setăm gabaritul și după aceea pornim să programăm.
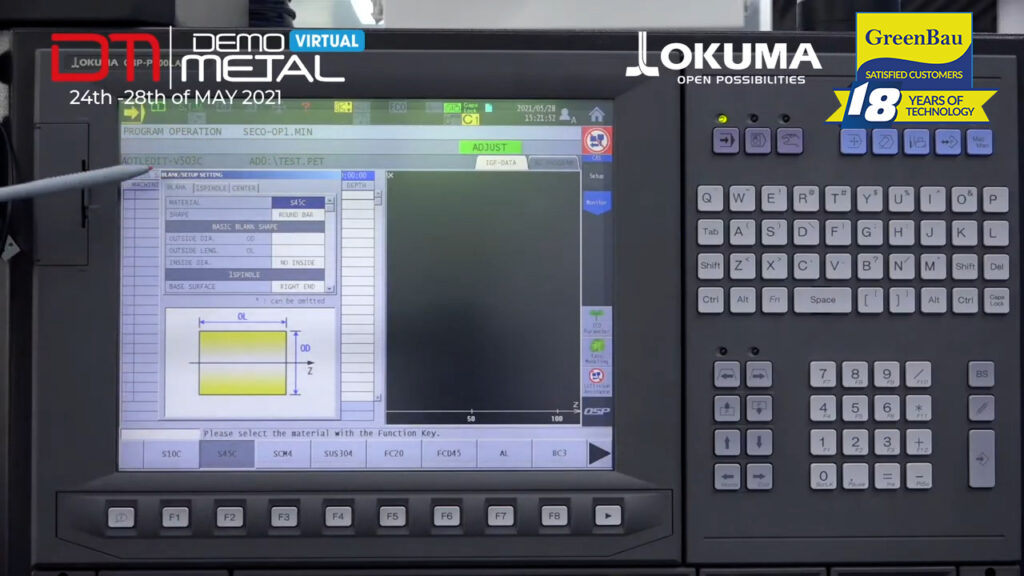
Observăm că în partea de sus aici și jos avem materiale, ne recomandă softul acest material, dacă avem în lucru acest material îl luăm ca atare, alegem oțel, dacă avem aluminiu sau bronz sau fontă sau alte tipuri de material le alegem din baza de date și le introducem aici și mergem mai departe.
Alegem să lucrăm așa cum ne arată grafică dintr-o bara rotundă, mai departe gabaritul dimensional, diametrul de 100 mm și lungimea piesei de 100 mm.
Mai departe ar trebui să introducem dimensiunea interioară, observați s-a schimbat grafica, alegem sau nu, deocamdată nu vreau să fac un tub sau țeavă.
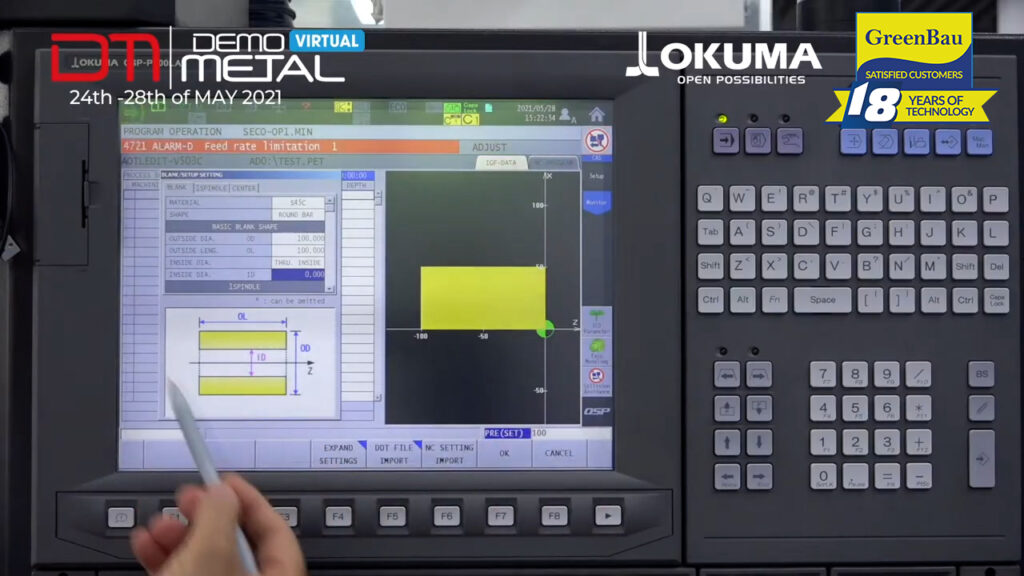
Mai departe observăm ca avem originea și în acest program trebuie să alegem daca e la dreapta sau stânga, alegem să lucrăm cu originea la dreapta.
Mai departe aici putem să mutăm semifabricatul mai spre dreapta, ca să facem o strunjire frontală de exemplu de 1 mm, în acest exemplu vom avea o strunjire frontala de -1 mm.
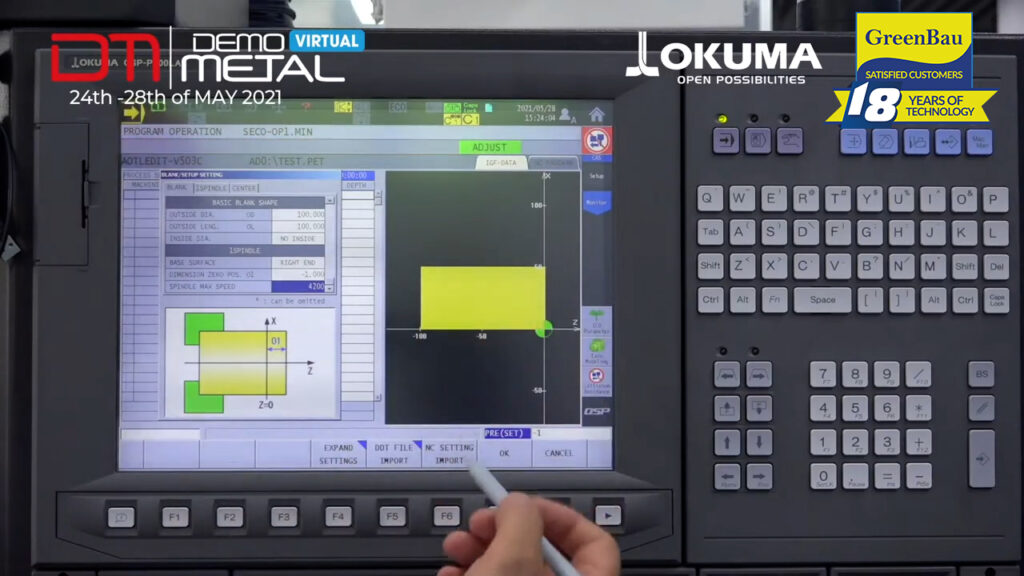
Mai departe trebuie sa setăm turația maximă a spindel-ului (arbore principal) care este de 4200 de rpm (rotații pe minut), aici putem să modificăm, limităm numărul de rotații la 3000 sau 2000 în funcție de gabaritul dimensional al pieselor pe care trebuie să-l prelucrăm. Rămânem în 4200 rpm și am trecut la pasul următor, editarea proceselor pe care trebuie să le executăm cu acest program.