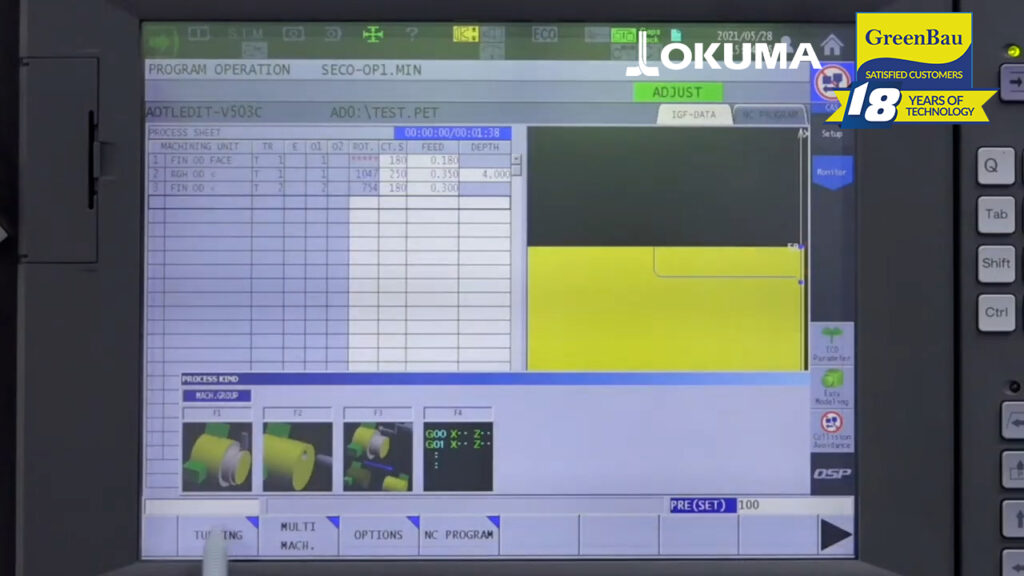
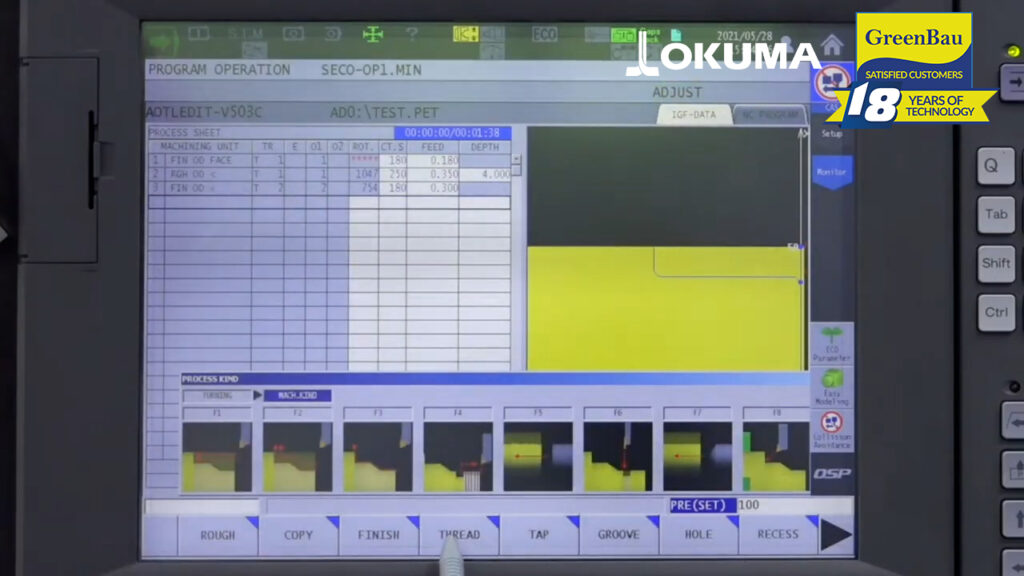
Vreau să vă mai arăt cum putem copia, cât de ușor se programează, copiem degroșarea executăm și spunem editare de proces, și softul transformă schimbă prelucrarea din degroșarea în finisare.
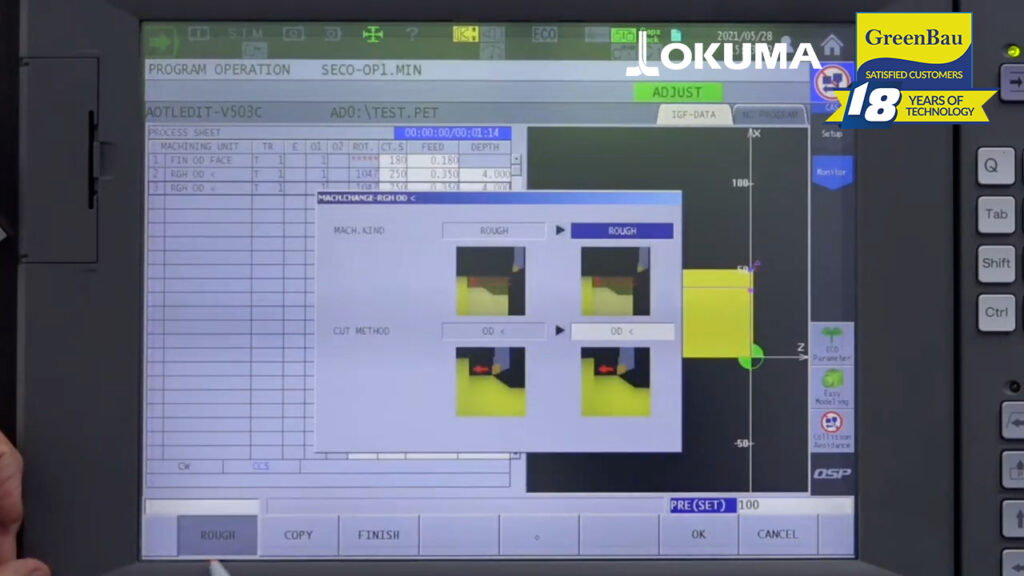
Prin această metodă am schimbat din degroșare în finisare, sunt de acord cu ea, merg mai departe, nu mă interesează restul pentru că sunt convins că dacă nu este în regulă am posibilitatea să modific fără nici un fel de problemă valorile. Am acceptat, mergem mai departe, am închis și acum avem și finisarea.
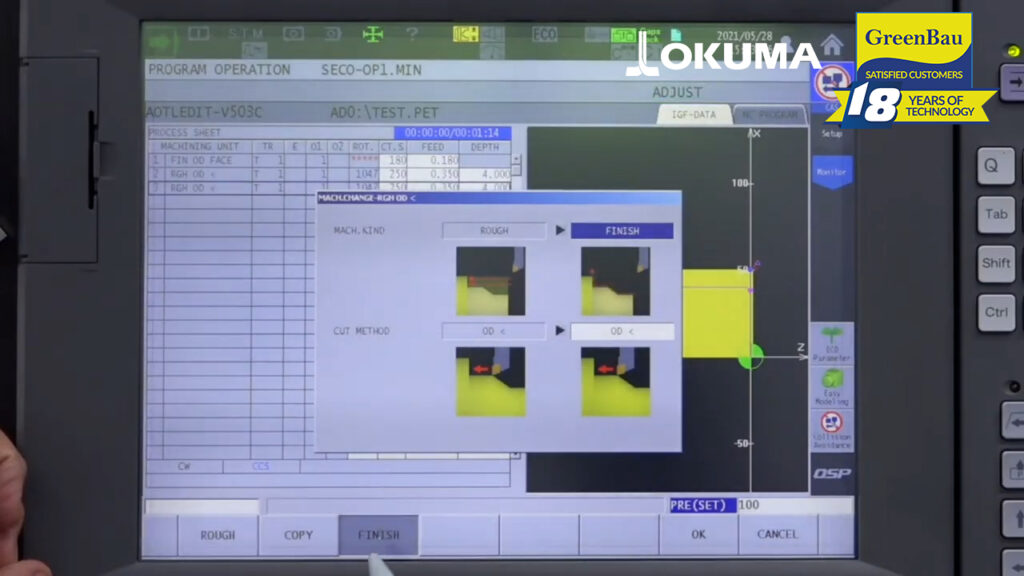
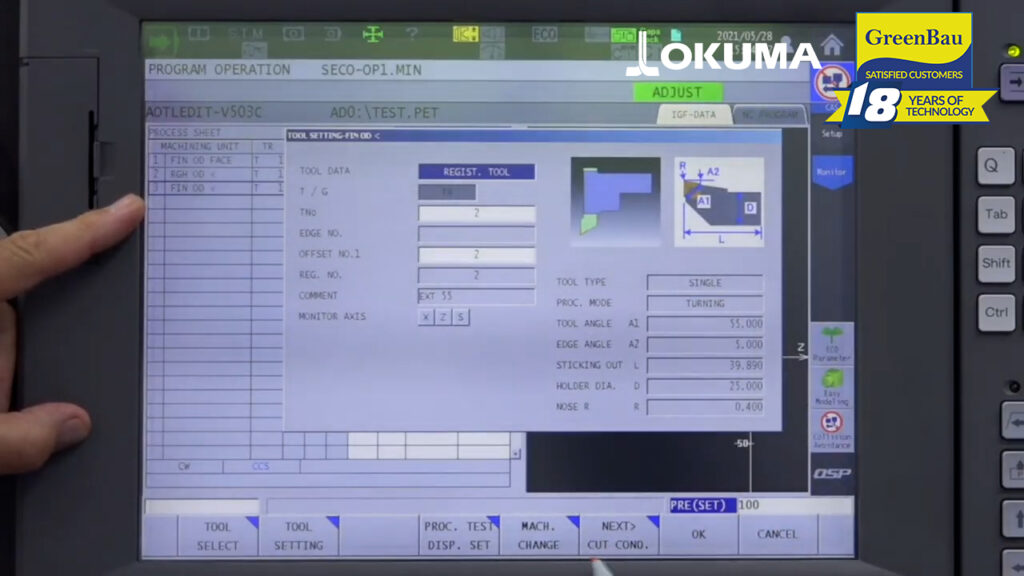
Observ că am finisare și degroșare cu aceeași sculă, scula nr. unu, observ aici scula nr. 1, pot acum sa intervin, și să-mi aleg sculă de finisare, și mi-aleg scula nr. 2 pentru că știu că aceasta e sculă de finisare. De unde știu pentru că mă informează aici FINISH OD, finisare pentru exterior. SELECT.
Deja scula are altă geometrie numai am 80 de grade am 55 de grade și sunt de acord cu ea. Și observați acum simularea de degroșare are geometria 80 de grade și de finisare 55 grade.
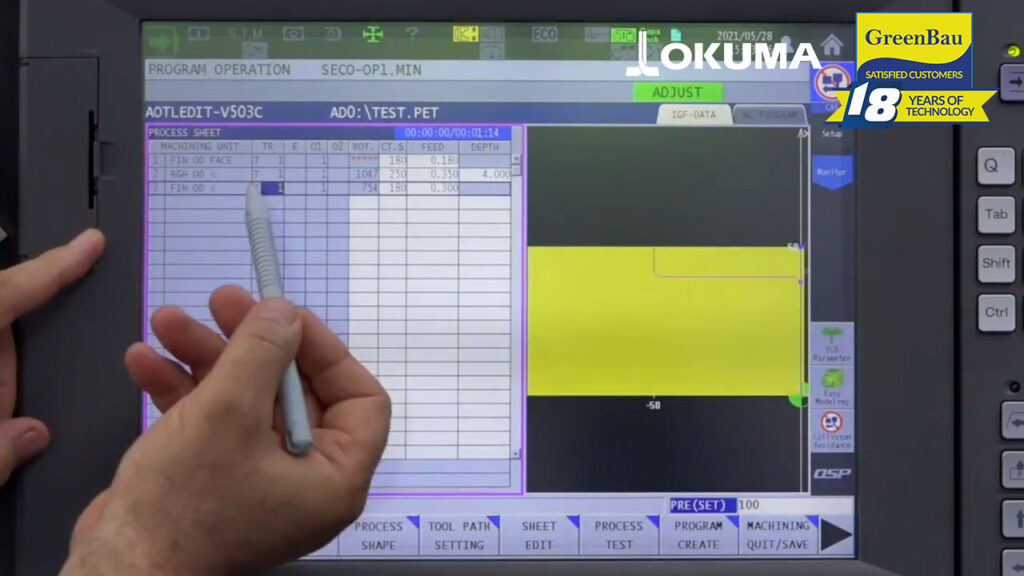
Ați observat că am folosit sculă de degroșare separată și sculă de finisare separată căci așa se procedează corect în programare. Scula de finisare trebuie să fie numai de finisare pentru că aceste scule duc la finalul parametrilor și cotelor impuse de desenul de execuție.
Doresc, și cu asta închei programarea, să vă arăt și o filetare exterioară. Imediat nu durează mult, dacă mai aveți răbdare cu mine:
Selectăm TURNING (strunjire),
apoi THREAD (filetare),
Filetare EXTERIOR (OD) …
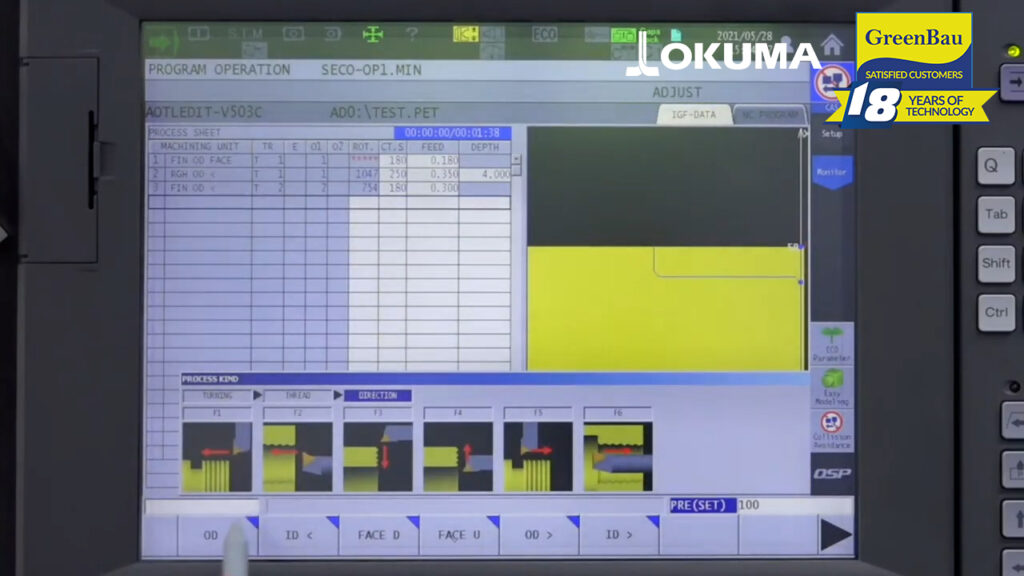
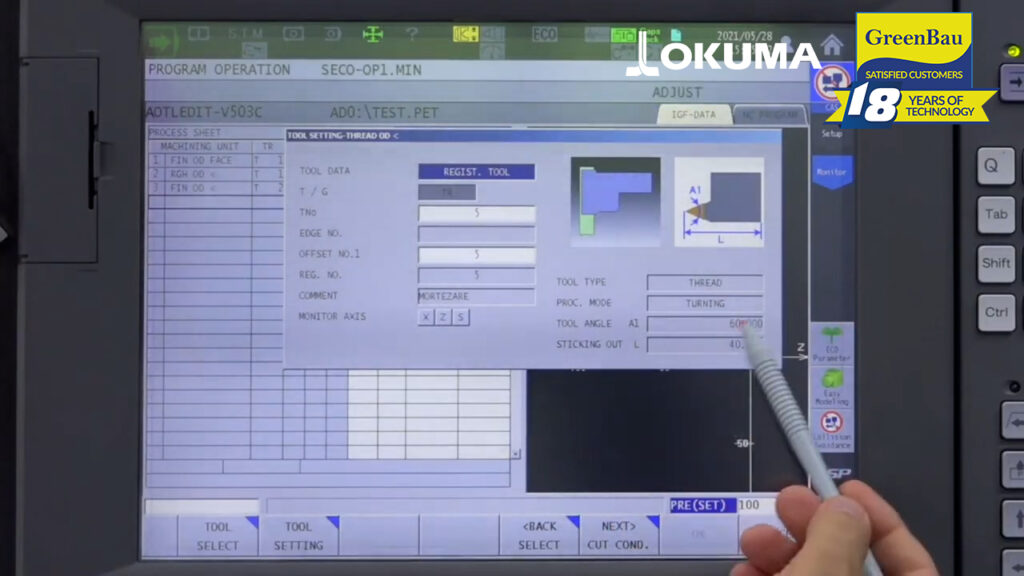
Deja softul știe că vreau să fac filetare mi-a recomandat imediat scula de filetare, observați aici avem unghiul A1 de 60 de grade, profilul plăcuței este după cum reiese de aici la 60 de grade unghiul filetului, vrem să facem un filet ISO, standard metric.
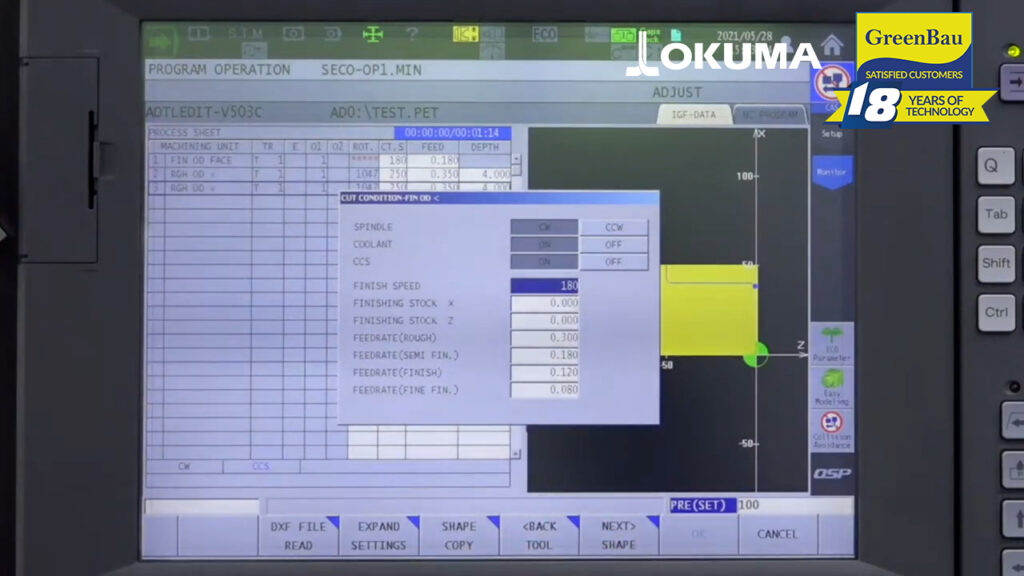
Următorul ecran sunt condițiile de așchiere, aici avem în caseta de dialog informații pe care softul nu ni-le recomandă pentru că e la alegerea mea, nu știe ce tip de filet fac eu.
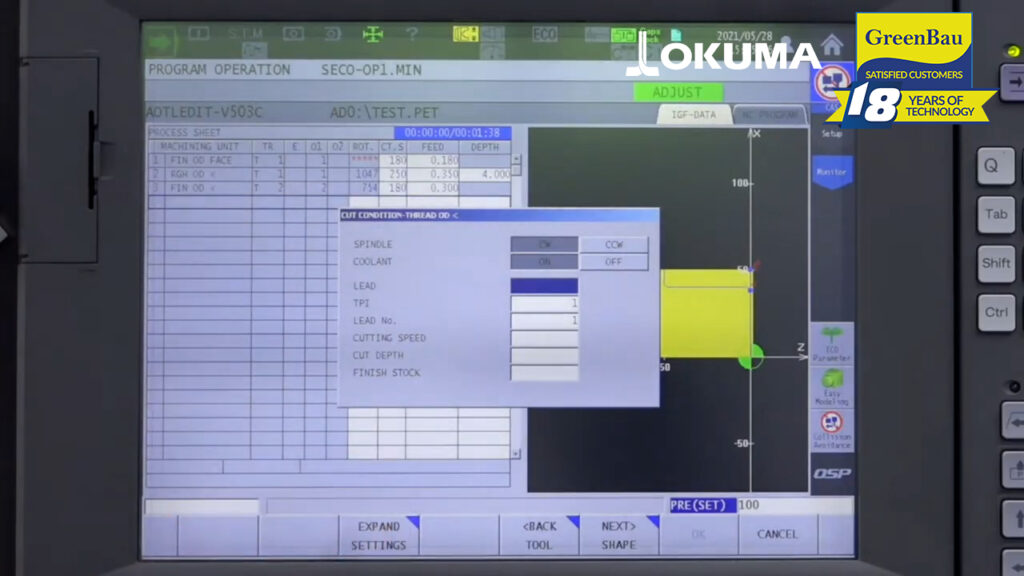
Și atunci îi spun că am un pas de 2 mm, de ex., aici ar trebui să fie pași pe zoll sau inch, și ar trebui să modific dar n-am nevoie pentru că eu am metric pas de 2.
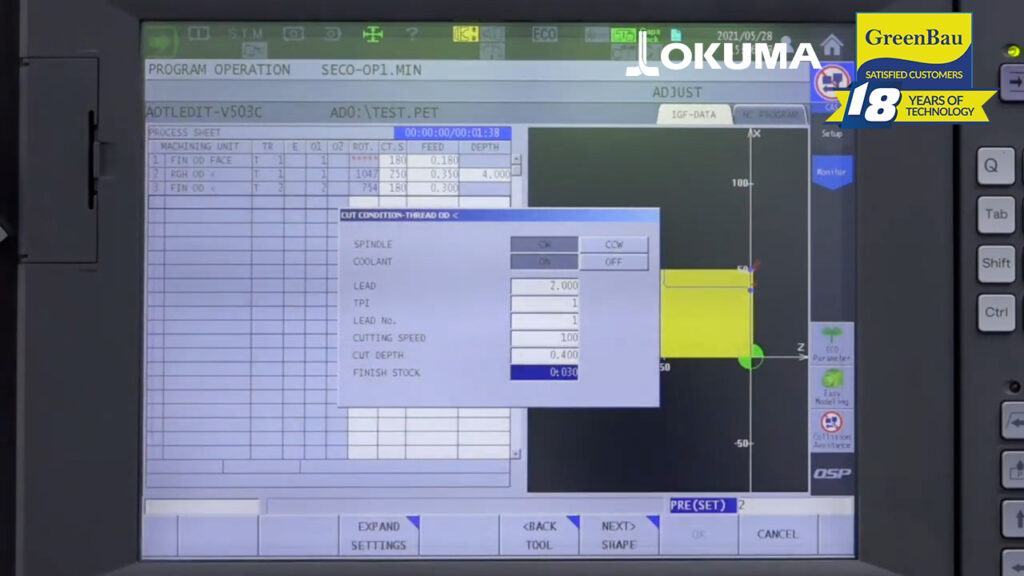
Numărul de treceri, LEAD NO., o trecere, avem posibilități să facem cu două sau trei sau mai mult începuturi, și automat ne-a pus viteza de tăiere, adăncimea de tăiere pe trecere și adausul de finisare pentru ultima trecere. Am finalizat.
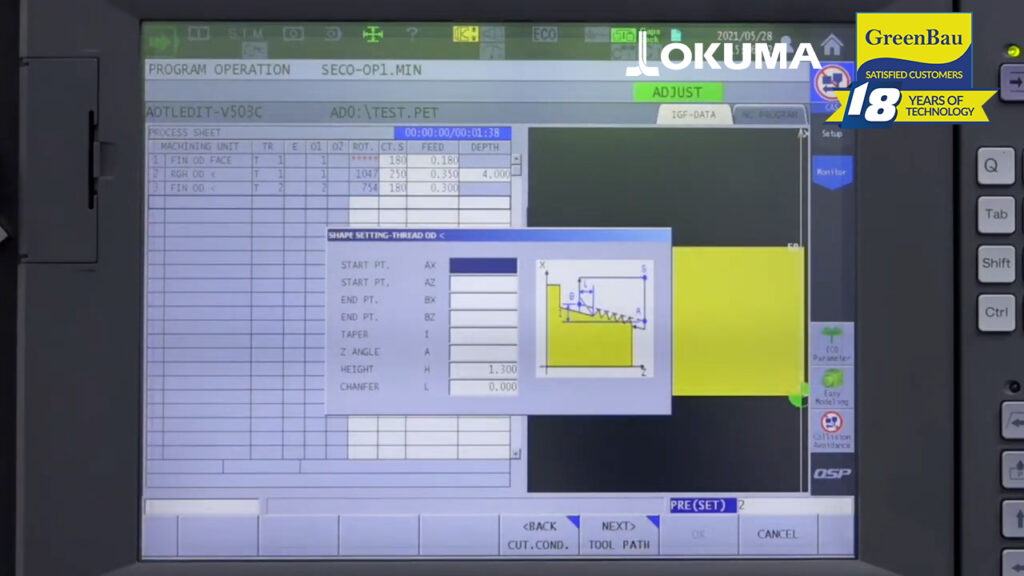
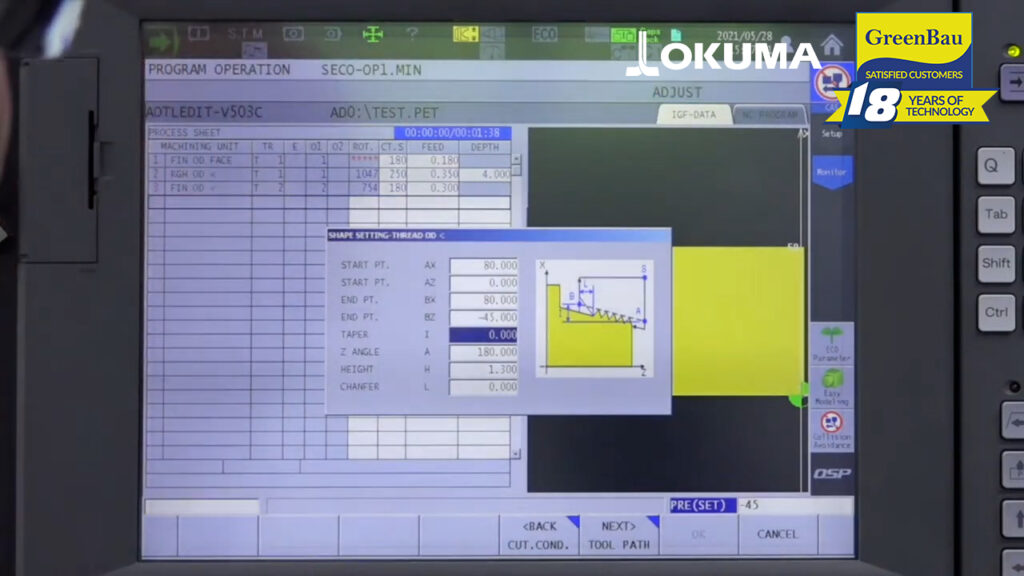
Aici avem punctul de start pentru X = 80, avem lungimea de 50 mm nu putem să filetăm pe 50 filetăm pe 55 mm de ex, aleg să filetez pe 55 de mm, aici sfârșitul pentru X = 80 mm și aici -55 mm, END-ul pentru Z și startul pentru Z, de la zero la -45 mm.
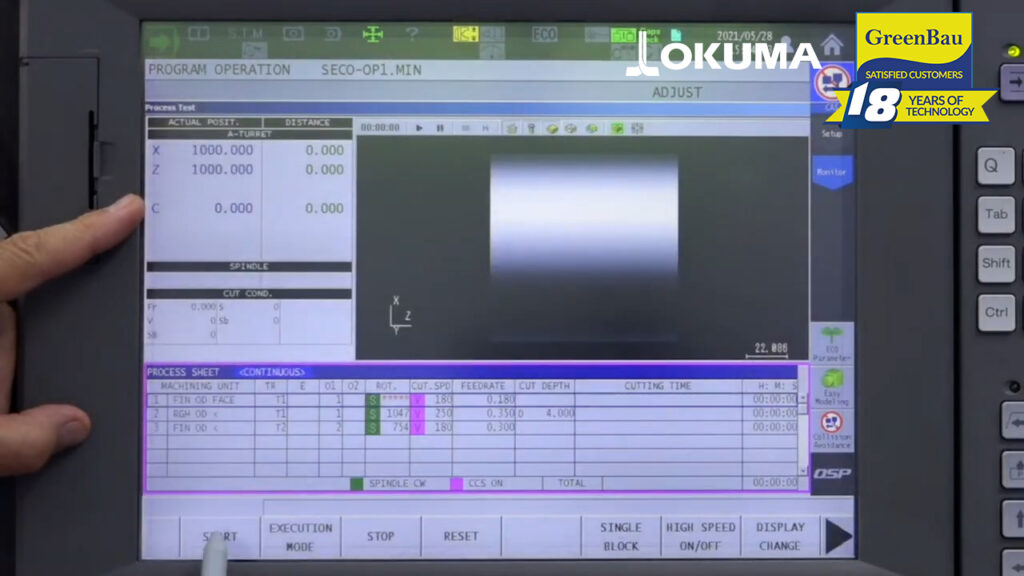
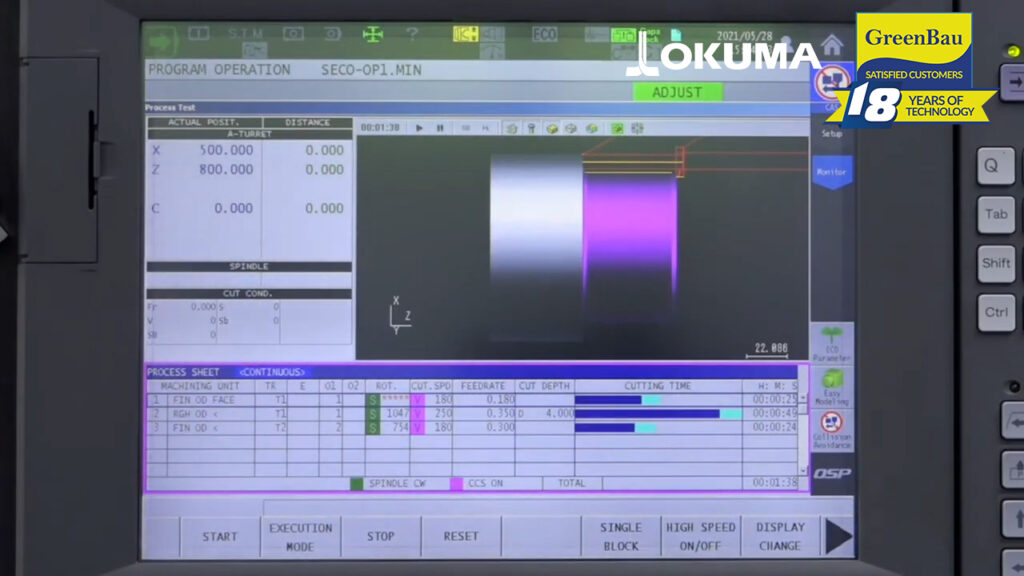
În regulă, e finalizat filetul, și în acest moment putem să executăm testarea de process, START, strunjire frontală, strunjire dregroșare exterioară, finisare exterioară și filetare.
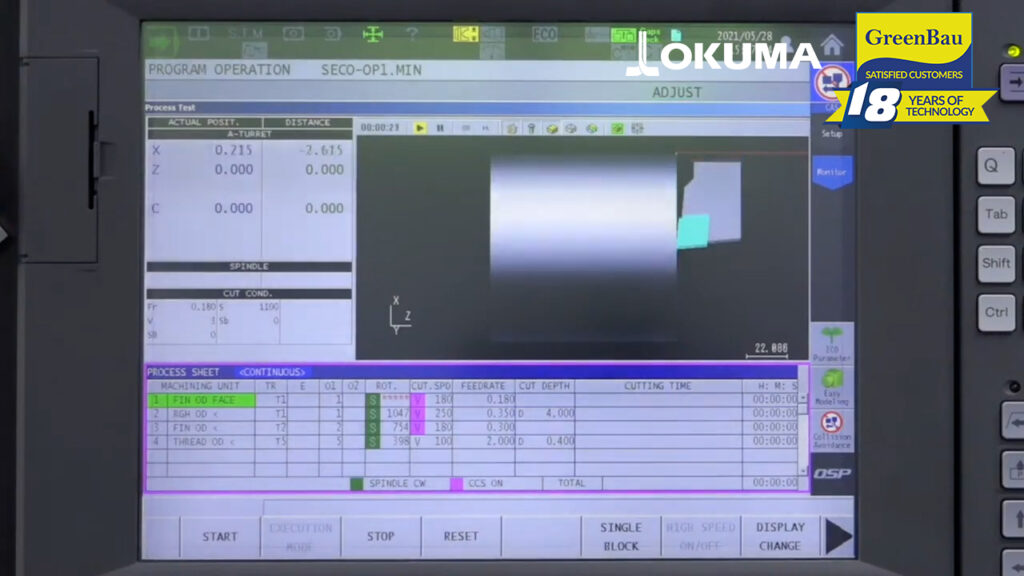
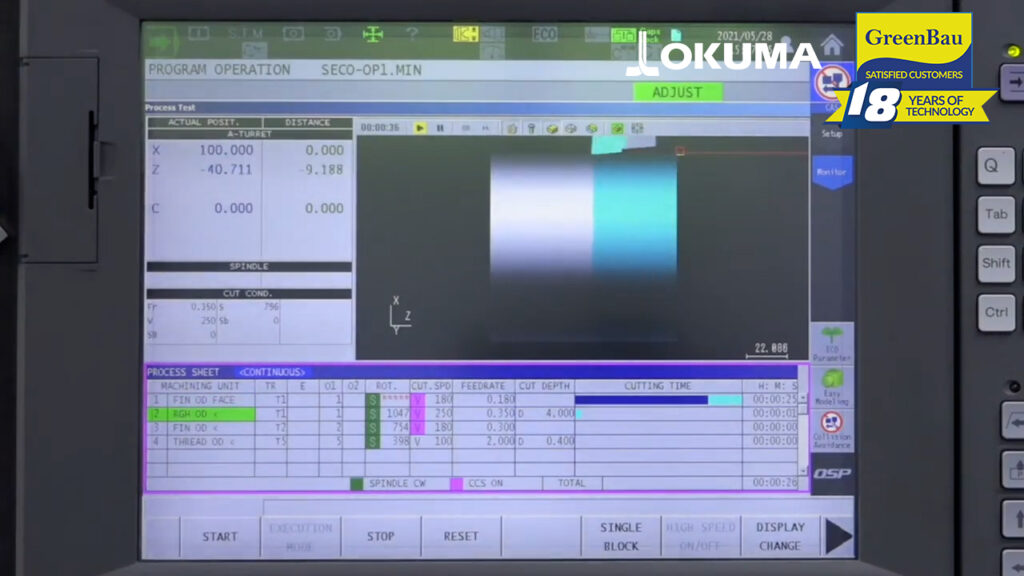
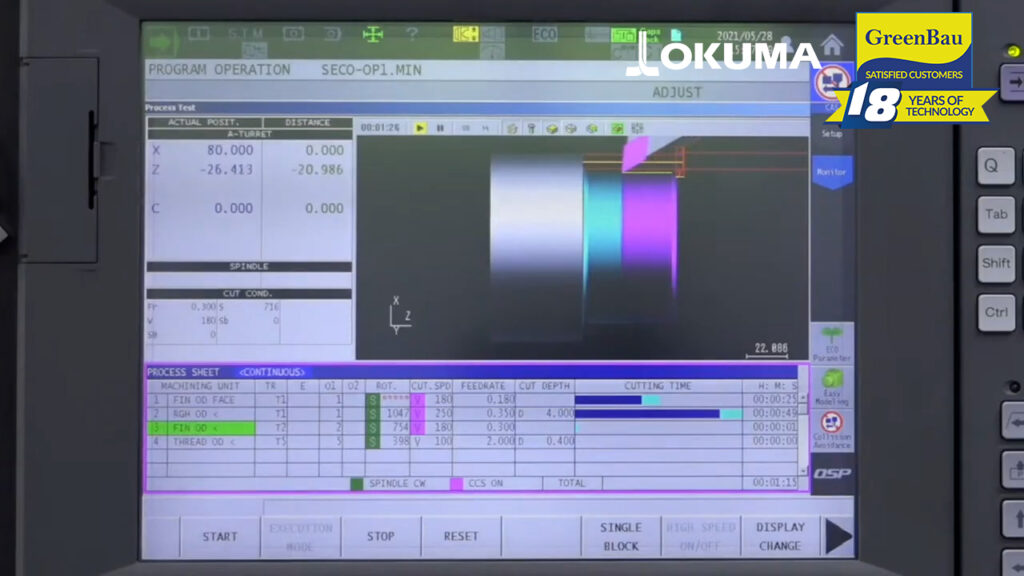
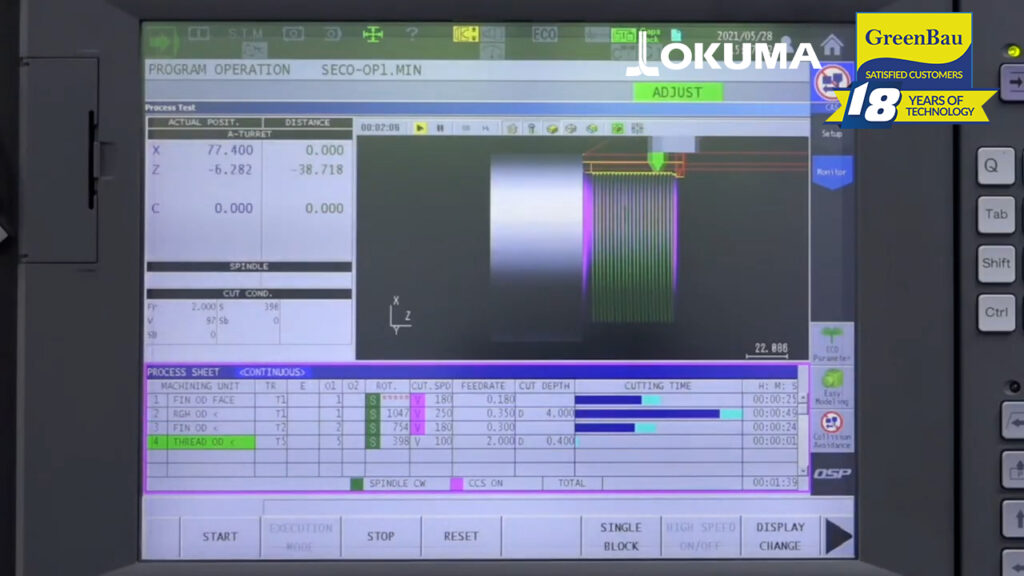
Uitați ce repede putem să obținem rezultate, avem 2 minute și 13 secunde pentru executarea acestui reper cu strunjiri și cu filetare. Am putea să optimizăm și se pot optimiza programele la final.