În ultimii ani, majoritatea constructorilor de centre de strunjire au adăugat scule antrenate (scule cu acționare prin rotație) la liniile lor de produse. Ideea a început mai degrabă pur și simplu cu unele sau toate posturile de pe turela centrului de strunjire capabile să antreneze un atașament al capului de frezare, găurire sau tarodare. Atelierele au adoptat rapid avantajele de producție ale integrării operațiilor de frezare și strunjire dintr-o singură prindere în universal.
Pe măsură ce tot mai multe ateliere s-au dotat cu centre de strunjire cu scule antrenate, a apărut o limitare a procesării. Deoarece, în majoritatea proiectelor de mașini, frezele rotative sunt situate pe turela de strunjire, acestea se pot deplasa numai în aceleași două axe de mișcare ca și sculele de strunjire. Aceasta înseamnă că orice prelucrare de pe piesă care nu este paralelă sau perpendiculară pe linia axului (arborelui principal) nu poate fi executată direct de burghiul rotativ, freză sau tarod.

În acel punct central, există o mică abatere în mișcarea axei X, care lasă de obicei un mic semn de sculă pe piesă. Între suprafața concavă și urma sculei, trebuie să existe o modalitate mai bună de a freza plan.

Prin utilizarea unei axe Y, aceste probleme au fost rezolvate și beneficiul suplimentar al furnizării de prelucrări descentrate pe o piesă sau reper. Astfel, adăugarea unei axe Y pe un centru de rotație a eliminat multe operații secundare necesare și a permis finalizarea mai multor tipuri de piese pe o singură mașina CNC.

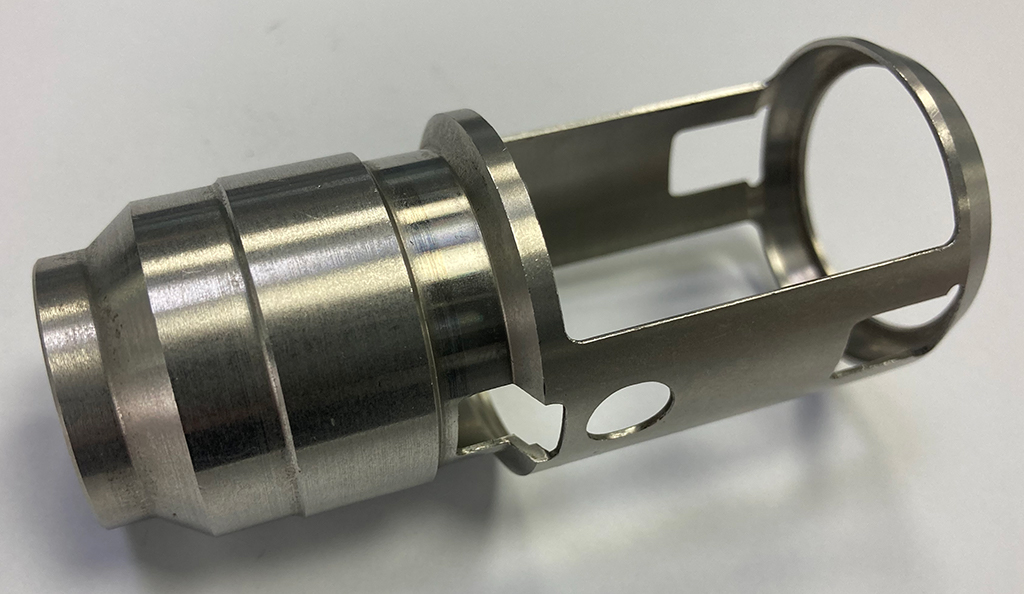
Un avantaj al axei Y este acela de a permite o programare simplă și o selecție mai bună a sculei în frezarea suprafețelor simple sau un hexagon pe diametrul exterior al unei piese. Cu axa Y, o adevărată suprafață plană poate fi generată prin traversarea pe întreaga suprafață, ceea ce permite, de asemenea, un control mult mai bun al toleranței dimensionale. În plus, prelucrările descentrate, cum ar fi execuția găurilor pe un plan, pot fi realizate ușor folosind axa Y.
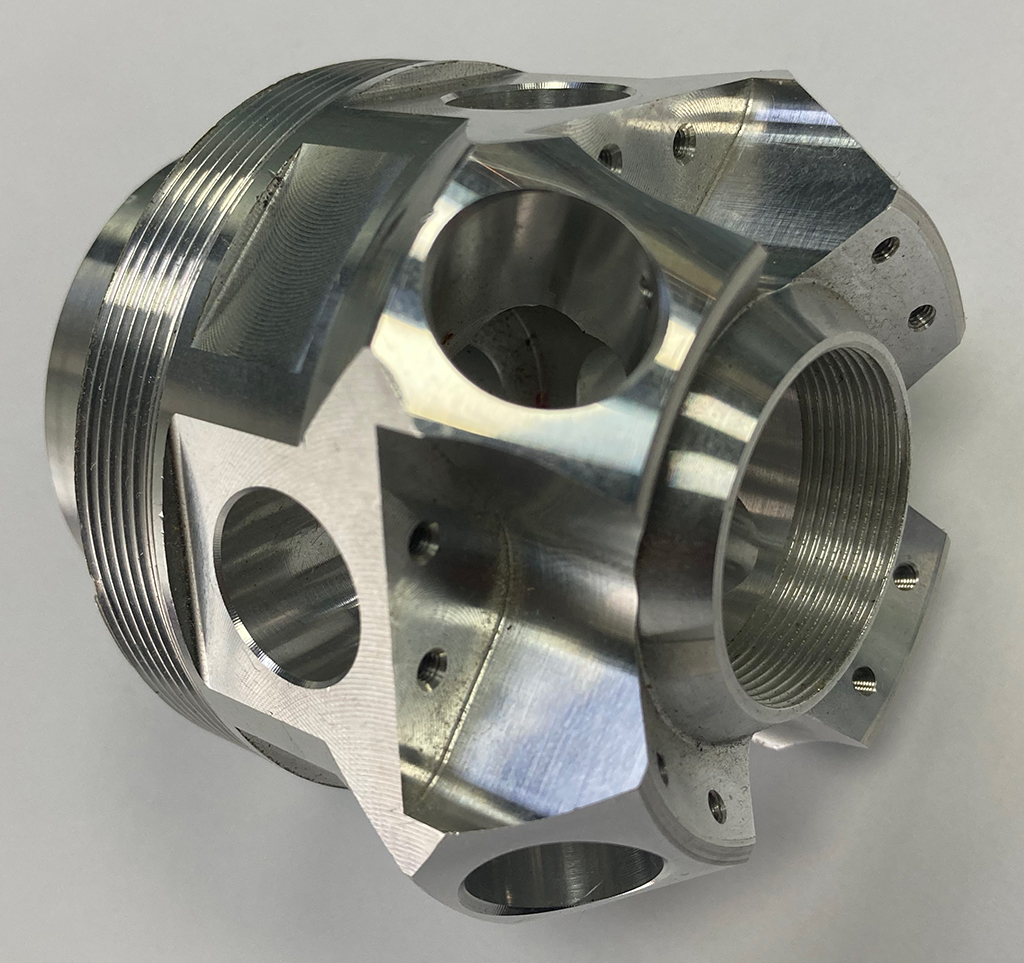
Cu piese mai complexe, o volumetrie dreptunghiulară sau pătrată poate fi creată prin frezare de buzunar la fel cum se face pe un centru de prelucrare vertical. Un alt mare avantaj al axei Y este capacitatea de debavurare a pieselor în urma strunjirii. Fără axa Y, există capacități limitate de debavurare care reduc capacitatea de a finaliza o piesă pe o singură mașină.

Unele dintre cele mai recente modele de mașini-unelte au o axă Y atât pe o turelă superioară, cât și pe cea inferioară, care permite frezarea cu ciupituri și, de asemenea, reduce drastic timpul de ciclu. Timpii ciclului și calitatea sunt, de asemenea, îmbunătățite prin capacitatea de a utiliza axa Y simultan pe ambii arbori, principial și secundar.

Ultimele mașini cu trei turele sunt proiectate pentru prelucrarea volumelor mari sau a unei familii de piese și prezintă o axă Y pe toate cele trei turele. O mașină cu trei turele și trei axe Y este mult mai complexă, iar creșterea termică și căldura generate de motoarele axelor trebuie luate în considerare. Dar cu o selecție atentă a mașinii cu trei turele potrivite, se pot produce în mod eficient piese complexe de înaltă calitate.
Cu piese din ce în ce mai complexe de produs, atelierele de prelucrare au nevoie de axă Y ca o specificație obligatorie, nu ca opțiune. Capacitatea de a face piese complete într-o singură mașină s-a dovedit a fi de succes pentru majoritatea companiilor sau atelierelor din prezent.
Axa Y a devenit la fel de importantă ca și capacitatea de frezare pe un strung. Pe măsură ce componentele devin mai complexe și toleranța geometrică devine mai strânsă de la piesă la piesă, capacitatea de prelucrare cu axa Y reprezintă o necesitate. Menținerea competitivității cu cea mai bună tehnologie disponibilă este cheia producției de succes în industria prelucrătoare.
Funcții de îmbunătățire a calității suprafețelor prelucrate
Ghid OKUMA despre prelucrarea CNC în 5-axe
Connect Plan – Soluția Smart Factory OKUMA
Identificarea și rezolvarea ineficiențelor dintr-o producție CNC
Esti gata să investești într-o mașină multifuncțională?
Ce este rezervorul fără depuneri reziduale ?
Centru de prelucrare CNC și caracteristici
Programarea mașinilor-unelte CNC
Motorul cu reluctanță PREX de la Okuma
Prelucrări prin aşchiere CNC și Maşini unelte CNC
Ce este axa Y pentru strungurile cu frezare ?
Strung CNC cu frezare pe axa Y
Calibrare automată CNC 5-Axis Tuning
Condiții optime așchiere Machining-Navi
Compensare deformare termică Okuma
Sistem anti-coliziune mașini CNC Okuma
Soluții de prelucrare matrițe OKUMA
Tehnologia aditivă LMD pe mașini Okuma
Soluții prelucrare industria auto
Soluții prelucrare industria aeronautică
Maşină-unealtă CNC ? Cum alegem ?
Prelucrarea CNC 5 axe noțiuni de bază
Strung CNC, ce este și cum funcționează?
ARMROID robot integrat în mașina CNC